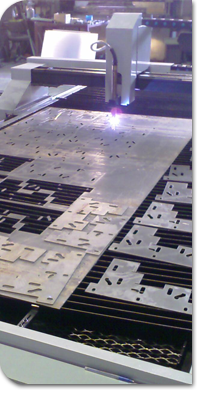
Plasma cutting is by far the simplest and most economical way to cut a variety of metal shapes accurately. Plasma cutters can cut much finer, faster and more automatically than oxy-acetylene torches.
Because of their effectiveness, plasma cutters especially CNC Plasma Cutters threaten to obsolete a large number of conventional metal working tools.
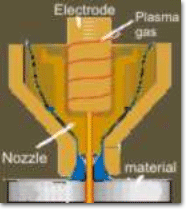
A Plasma cutter works like a lightning bolt. Direct current, high voltage electricity arcs from a negative potential (the electrode inside the torch) to a positive potential (the workpiece) through a jet of ionized gas.
Plasma cutting system requires two basic elements, gas and electricity. It is a thermal cutting process that uses a high temperature plasma jet to melt metal.
This plasma jet is form by the combination of gas and electricity from a power source. Plasma cutting cut faster than oxy-acetylene cutting or mechanical cutting processes such as milling, circular cut off wheel and saw.
It did not require a pre-heat cycle and able to cut any metal that conducted electricity. It cut metal that oxy-fuel cannot cut for example stainless steel and aluminium.
With a less heat affected zone and small cutting kerf width, plasma cutter is also suitable for cutting high-gauge metal for example heating, ventilation and air conditioning (HVAC) duct work.
All plasma Cutting System's torches consist of a swirl ring, electrode, nozzle, retaining cap and shield.
Swirl ring is for distribute and spin plasma gas into gas vortex. - Electrode carries negative charge from power source through torch lead.
Nozzle focuses the plasma jet to the material.
Shield cap protects the nozzle from touching the material and spatter. It also focus the shield gas jet, assists in cut quality by blowing molten material and cools the front end of the torch. The coaxial assist jet is Hypertherm designed shield gas technology.
Advancements in plasma cutter technology led to improvement in smaller bevel angles, less dross and smoother cutting surface, cutting speed and also reducing cost per foot.
Today's plasma system using boost inverter with microprocessor control had reduced the system's price, improving consumable's life and consuming less power compare to Chopper or IGBT Technology. Their are high defination plasma system and conventional oxygen plasma system which coupled with CNC Cutting Machine and torch height control system that can cut steels with a dross-free edges, eliminating secondary finishing process. The high definition plasma is a cost-effective alternative to laser.
High defination plasma or precision plasma produces high energy density in the arc with a very accurate gas flow control and power output. This produces narrow kerf cutting and less cutting bevel angles.
Plasma Cut Quality
a) Elements of Cutting Quality
Kerf is the width of the cut or the amount of metal removed by the plasma arc. Obviously, kerf is important to the accuracy of a work piece being cut to specific dimension. The rule of thumb for estimating the kerf in DAC is that it will be about one and one half to two times wider than the diameter of the nozzle orifice. Facts that affect kerf include nozzle size, cutting speed, amperage setting and standoff.
b) How to improve cutting quality ?
Dross : Plasma dross is oxidized molten metal which is not fully ejected from kerf during the cutting process. Plasma dross formation is dependent on many process viariable including cutting speed, arc current (amperage), standoff distance, gas selection and the type and thickness of metal. Either too high or too low a travel speed can cause dross, but there usually is a "window" in between that will give you "dross free" or "minimum dross" cuts.
Low speed dross forms because when the cutting speed is too slow, the arc column grows in diameter, widening the kerf to a point where it gets harder for the pressurized jet to blow away the molten metal.
High speed dross, on the other hand, forms when a higher cutting speed is used without increased current. The arc begins to lag back in the kerf leaving a small portion uncut metal along the bottom of material. When this happens, the arc becomes unstable and creates dross that requires extensive machining to remove.
Top spatter is a light accumulation of a dross that forms on the edge of the workpiece along the cut edge. In addition to the usual factors that create dross, top spatter may be the result of low-speed cutting, a standoff that is too high, or a worn-out torch nozzle. Top spatter is most affected by speed and standoff.
Variables in Cut Quality Several process variables collectively determine the ultimate quality of a plasma cut part. While most are under the control of the operator, some are not.
Two variables that cannot be controlled are metal type and thickness. However, it is important to note that different metal types and thicknesses have different cutting characteristics. It is recommended to refer to the Plasma Arc Cutting System Operator Manual for Cut Charts reference.
Cutting Speed The torch speed needs to be adjusted to get a good quality cut. A cutting speed that is too slow or too fast will cause cut quality problems. But there usually is a "window" in between that will give you "dross free" or "minimum dross" cuts.
c) How to Reduce Dross ?
To reduce low speed dross :
Reduce the plasma system's amperage.
Increase the distance in between material and torch or standoff.