Plasma cutting adalah jauh yang paling sederhana dan paling ekonomis cara untuk memotong berbagai bentuk logam denganhasilakurat. Pemotong plasma dapat memotong jauh lebih halus, lebih cepat dan lebih otomatis dari obor oxy-acetylene.
Karena efektivitas, pemotong plasma terutama CNC Plasma Cutters dapat menggantikan cara yang konvensional.
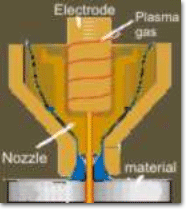
Sebuah pemotong Plasma bekerja seperti petir. Arus searah, listrik tegangan tinggi busur dari potensi negatif (elektroda dalam obor) untuk potensi positif (benda kerja) melalui jet gas terionisasi.
Plasma sistem pemotongan membutuhkan dua elemen dasar, gas dan listrik. Ini adalah proses pemotongan panas yang menggunakan suhu tinggi plasma jet untuk melelehkan logam.
Jet plasma Ini adalah bentuk oleh kombinasi gas dan listrik dari sumber listrik. Plasma cutting memotong lebih cepat dari oxy-acetylene pemotongan atau proses pemotongan mekanis seperti penggilingan, melingkar cut off roda dan sejenisnya.
Itu tidak memerlukan siklus pra-panas dan mampu memotong logam apapun yang dilakukan listrik.memotong logam yang oxy-fuel tidak bisa memotong misalnya stainless steel dan aluminium.
Dengan sedikit panas wilayah yang terkena dampak dan lebar pemotongan garitan kecil, cutter plasma juga cocok untuk memotong logam tinggi-gauge misalnya pemanas, ventilasi dan pendingin udara (HVAC) pekerjaan saluran.
Obor Semua Cutting plasma System terdiri dari cincin swirl, elektroda, nozzle, dan perisai.
Cincin pusaran adalah untuk mendistribusikan dan berputar gas plasma ke dalam pusaran gas. - Elektroda membawa muatan negatif dari sumber listrik melalui api/ obor.
Nozzle memfokuskan jet plasma dengan materi.
Cap Shield melindungi nozzle dari menyentuh material dan percikan. Hal ini juga fokus jet gas perisai, membantu dalam kualitas dipotong dengan meniup bahan cair dan mendinginkan ujung depan obor. The koaksial membantu jet dirancang teknologi gas perisai Hypertherm.
Kemajuan dalam teknologiplasma cuttermenyebabkan peningkatan dalamsudutbevelyang lebih kecil, material sisa danmemotong permukaanhalus, kecepatan potongdanjugamengurangi biayaper kaki.
Saat ini sistem plasma menggunakan meningkatkan inverter dengan kontrol mikroprosesor telah mengurangi harga sistem, meningkatkan kehidupan konsumsi dan mengkonsumsi lebih sedikit daya dibandingkan dengan Chopper atau IGBT Technology.Sistem plasma defination tinggi dan sistem oksigen plasma konvensional yang digabungkan dengan CNC Cutting Machine danobor tinggi sistem kontrol yang dapat memotong baja dengan tepi sampah-bebas, menghilangkan proses finishing sekunder. Definisi tinggi plasma adalahal ternatif yang hemat biaya untuk laser.
Tinggidefinationplasmaatauplasmapresisimenghasilkankepadatan energi yang tinggidalambusurdengankontrol alirangas yang sangatakuratdanoutput daya. Ini menghasilkansempitpemotongandan kuranggaritanmemotongsudutbevel.
Plasma Cut Kualiti
a) KualitasElemen Cutting
Garitan adalah lebar dari pemotongan atau jumlah logam dihapus oleh busur plasma. Jelas, garitan penting untuk keakuratan sebuah benda kerja dipotong ke dimensi tertentu. Aturan praktis untuk memperkirakan goresan di DAC adalah bahwa hal itu akan menjadi sekitar satu dan satu setengah sampai dua kali lebih lebar dari diameter lubang nozzle. Fakta yang mempengaruhi garitan termasuk ukuran nozzle, kecepatan potong, pengaturan ampere dan kebuntuan.
b) Bagaimana meningkatkan kualitas potong?
Dross: sampah Plasma teroksidasi logam cair yang tidak sepenuhnya dikeluarkan dari goresan selama proses pemotongan. Pembentukan sampah Plasma tergantung pada banyak proses viariable termasuk kecepatan potong, busur arus (ampere), jarak kebuntuan, pemilihan gas dan jenis dan ketebalan logam. Kecepatan perjalanan terlalu tinggi atau terlalu rendah dapat menyebabkan sampah, tapi biasanya ada "jendela" di antara yang akan memberi Anda "sedikit sampah" atau "sampah minimum" pemotongan.
bentuk kecepatan rendah sampah karena ketika kecepatan potong terlalu lambat, kolom busur tumbuh diameter, pelebaran garitan ke titik di mana semakin sulit untuk jet bertekanan untuk meniup logam cair.
kecepatan tinggi sampah, di sisi lain, bentuk ketika kecepatan pemotongan yang lebih tinggi digunakan tanpa meningkat saat ini. Busur mulai tertinggal kembali di garitan meninggalkan sebagian kecil logam dipotong sepanjang bagian bawah material. Ketika ini terjadi, busur menjadi tidak stabil dan menciptakan sampah yang membutuhkan mesin yang luas untuk menghapus.
Percikan adalah akumulasi cahaya dari sampah yang terbentuk pada tepi benda kerja sepanjang tepi dipotong. Selain faktor-faktor biasa yang menciptakan sampah, percikan mungkin merupakan hasil dari kecepatan rendah pemotongan, kebuntuan yang terlalu tinggi, atau nosel obor usang. Percikanyang paling terpengaruh oleh kecepatan dan kebuntuan.
Variabel dalam Kualitaspotong variabel Beberapa proses kolektif menentukan kualitas akhir dari bagian plasma cut. Sementara sebagian besar berada di bawah kendali operator, ada juga yang tidak.
Dua variabel yang tidak dapat dikendalikan adalah jenis logam dan ketebalan. Namun, penting untuk dicatat bahwa jenis logam yang berbeda dan ketebalan memiliki karakteristik pemotongan yang berbeda. Disarankan untuk merujuk pada Arc Plasma Cutting Sistem Operator Manual untuk referensi Charts Cut.
Pemotongan Kecepatan obor perlu disesuaikan untuk mendapatkan kualitas yang baik dipotong. Sebuah kecepatan potong yang terlalu lambat atau terlalu cepat akan menimbulkan masalah kualitas potong. Tapi ada biasanya adalah "jendela" di antara yang akan memberi Anda "sedikitsampah" atau "sampah minimum" pemotongan.
c) Bagaimana Mengurangi Sampah ?
Untuk mengurangi sampah kecepatan rendah:
Mengurangi ampere sistem plasma.
Meningkatkan jarak di antara material dan obor atau kebuntuan
Meningkatkan kecepatan perjalanan pemotongan obor.